Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART M1 Chi Tiết
Trong lĩnh vực nha khoa, máy cạo vôi siêu âm là thiết bị bắt buộc phải có trong hầu hết phòng khám. Dòng máy ART M1 được nhiều nha sĩ tin dùng vì thiết kế gọn, giá thành vừa phải, hoạt động ổn định. Tuy nhiên, sau thời gian sử dụng, máy thường gặp lỗi: không rung, rung yếu, cháy cầu chì, không nhận pedal…
Là thợ điện tử, khi tiếp nhận sửa chữa máy cạo vôi ART M1, cần có quy trình kiểm tra logic, tránh đoán mò. Bài viết này sẽ đóng vai trò như một “sổ tay kỹ thuật”: từ nguyên lý mạch, sơ đồ G-W-R, các bước đo kiểm, cách chỉnh biến trở VR1–VR4, cho đến kinh nghiệm thực chiến.
👉 Nếu anh em đang tìm tài liệu chuẩn SEO, vừa để tham khảo vừa để chia sẻ cho đồng nghiệp, thì đây là bản “Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART M1” chi tiết và hệ thống nhất.
Nguyên Lý Hoạt Động Của Máy ART M1
Để sửa chữa chính xác, trước hết phải hiểu nguyên lý:
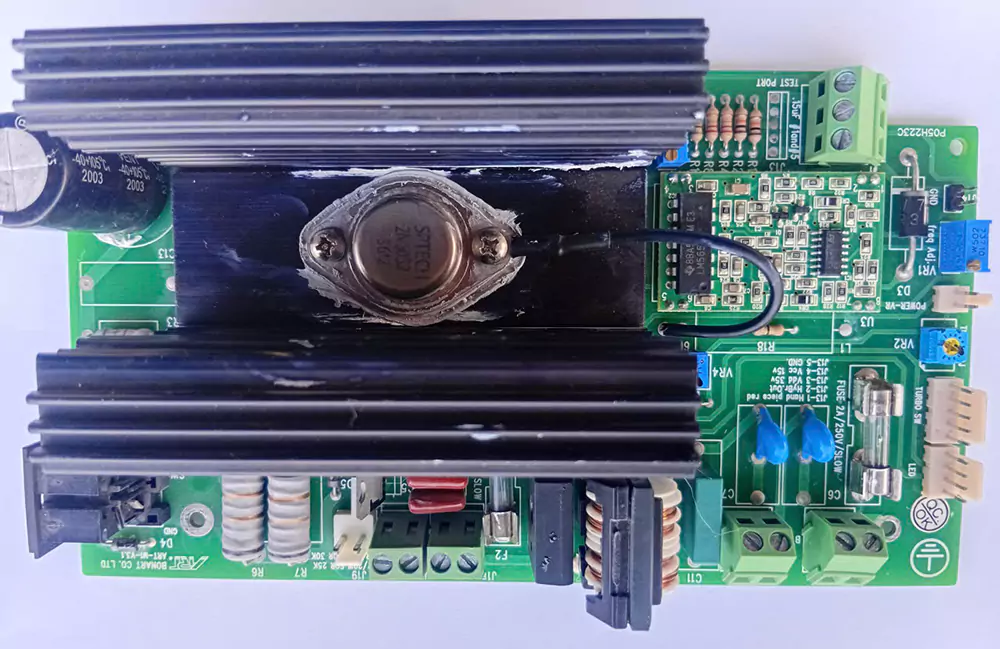
Hệ Thống Nguồn – Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
-
ART M1 dùng nguồn DC khoảng 33–36V.
-
Trên bo mạch có cầu chì bảo vệ, diode chỉnh lưu, tụ lọc.
-
Nếu mất nguồn → máy hoàn toàn không khởi động.
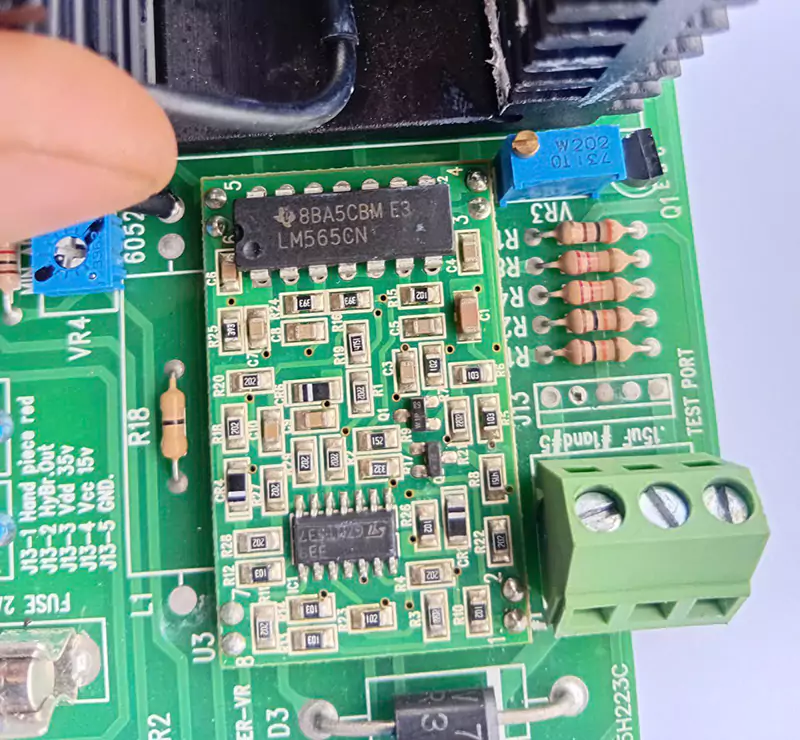
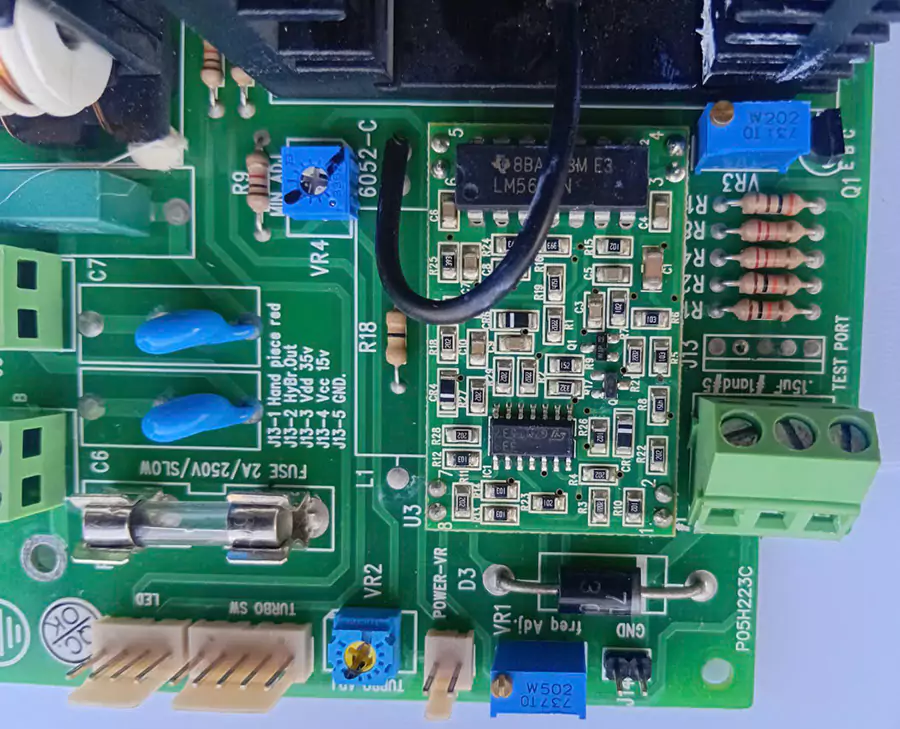
Khối Dao Động (IC LM565CN) – Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
-
Trái tim của ART M1 chính là IC LM565 – tạo dao động cao tần.
-
Tần số dao động chuẩn nằm trong khoảng 25–30kHz.
-
Dao động này sau đó được khuếch đại để đưa ra tay cầm.
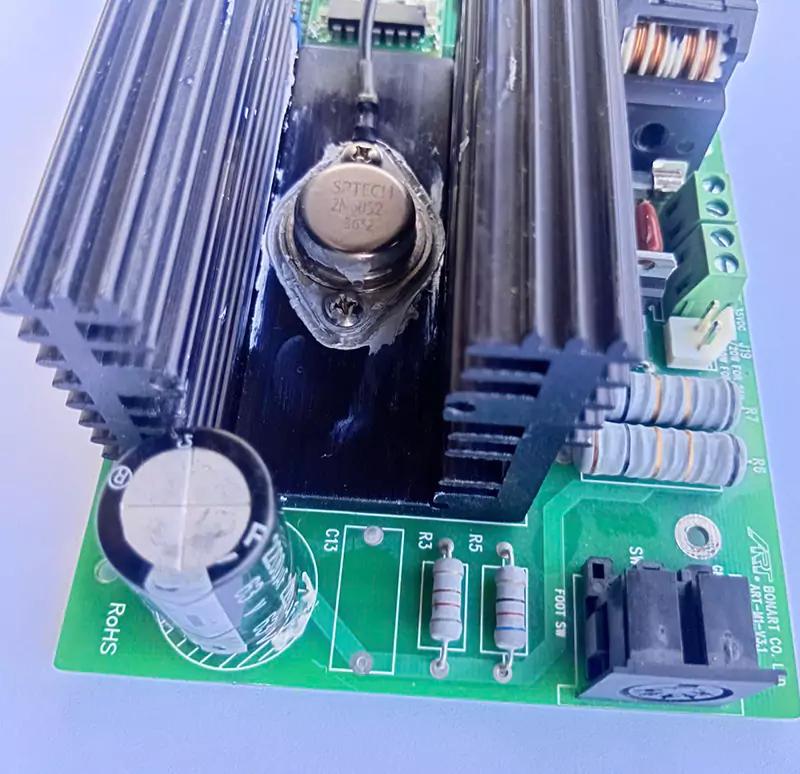
Khối Công Suất – Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
-
Sử dụng sò công suất (transistor công suất).
-
Khuếch đại dao động từ LM565.
-
Nếu sò hỏng → máy có nguồn nhưng không ra xung.
Tay Cầm & Cuộn Rung – Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
-
Tay cầm có cuộn dây, khi nhận dao động sẽ cộng hưởng tạo rung.
-
Đầu tip gắn vào rung mạnh → cạo vôi.
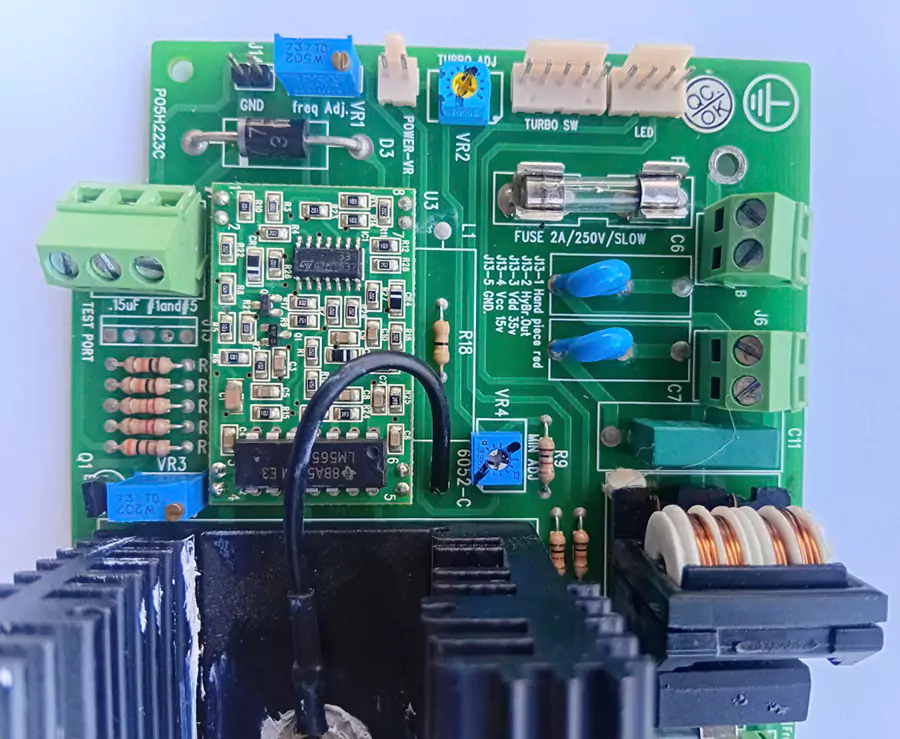
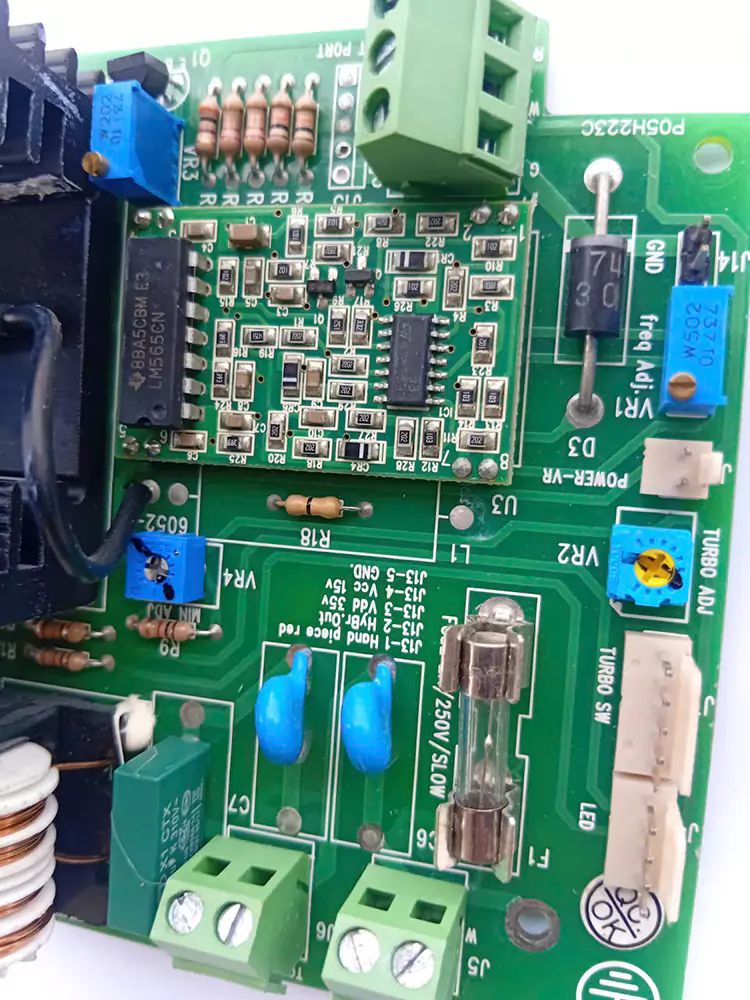
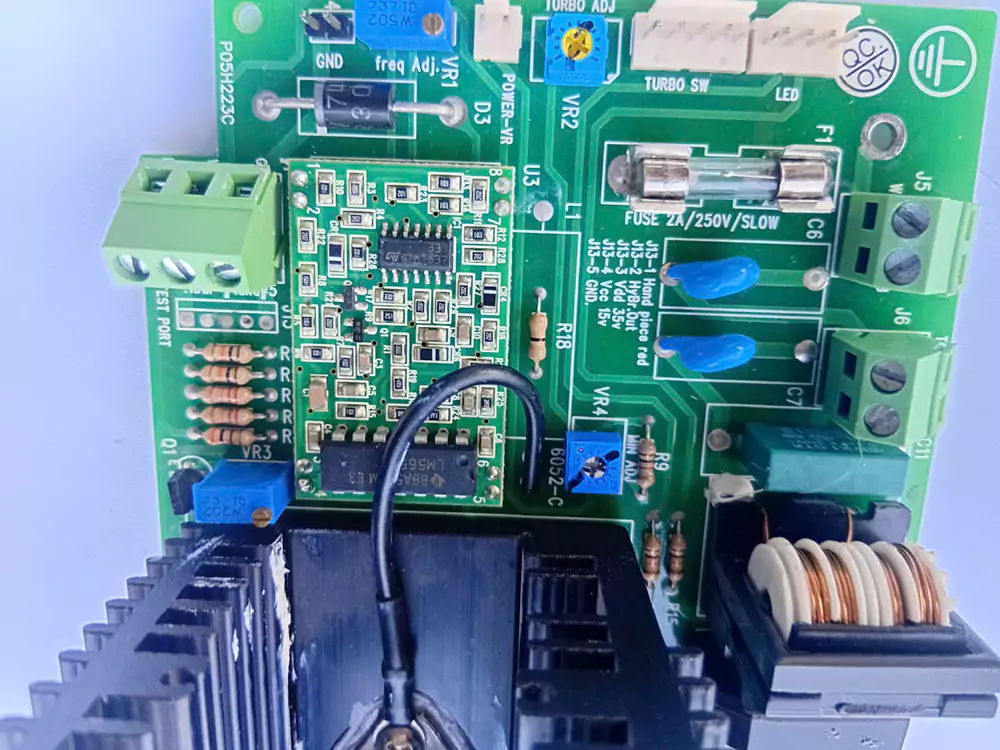
Biến Trở VR1–VR4 – Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
-
VR1 – Amplitude (biên độ): chỉnh lực rung.
-
VR2 – Frequency (tần số): chỉnh cộng hưởng.
-
VR3 – Feedback (hồi tiếp): duy trì dao động.
-
VR4 – Threshold (ngưỡng pedal): chỉnh độ nhạy bàn đạp.
👉 Như vậy, máy ART M1 chỉ hoạt động tốt khi nguồn – dao động – công suất – cộng hưởng đều ổn định.
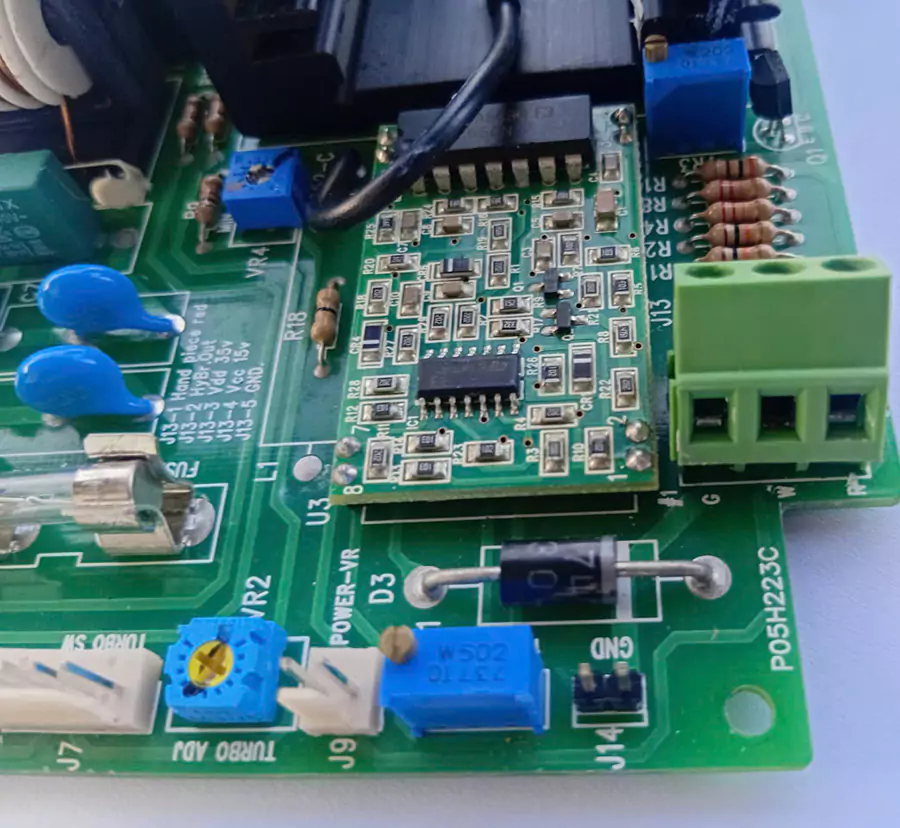
Sơ Đồ Kết Nối Tay Cầm G–W–R
Trên bo ART M1, đầu ra có 3 dây chính:
-
G (Green – Mass): dây xanh lá, mass.
-
W (White – Dao động): dây trắng, tín hiệu xung.
-
R (Red – Nguồn): dây đỏ, nguồn DC.
⚡ Sai lầm thường gặp: đấu nhầm G-W-R → gây chập, cháy cầu chì, thậm chí hỏng sò công suất.
👉 Mẹo nhớ: “G là mass, W là wave, R là nguồn”.
Quy Trình Kiểm Tra Bo Trước Khi Gắn Tay Cầm
Một kỹ thuật viên chuyên nghiệp không bao giờ “cắm tay cầm rồi bật thử liều”. Quy trình chuẩn:
Bước 1 – Kiểm tra nguồn R–G | Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
-
Dùng đồng hồ đo DC.
-
Điện áp khoảng 33–36VDC.
-
Nếu thấp hơn → kiểm tra tụ lọc, diode, cầu chì.
Bước 2 – Kiểm tra dao động W–G | Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
-
Dùng oscilloscope (máy đo dao động).
-
Xung sine/ vuông ~25–30kHz.
-
Nếu không có xung → lỗi ở LM565 hoặc sò công suất.
Bước 3 – Đo Mass G–GND | Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
-
Đảm bảo 0Ω, không chập.
Bước 4 – Cắm tay cầm và thử
-
Khi đã chắc chắn nguồn & xung chuẩn, mới cắm tay cầm.
-
Bấm pedal → quan sát rung.
👉 Làm đúng quy trình này giúp tránh cháy tay cầm – linh kiện đắt nhất.
Các Lỗi Thường Gặp Trên Máy ART M1
Máy không rung – Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
Nguyên nhân thường gặp
-
Nguồn điện yếu hoặc mất áp
-
Bộ nguồn switching hỏng (tụ lọc, diode, IC nguồn).
-
Điện áp cấp cho mạch dao động thấp.
-
-
Mạch dao động không làm việc
-
IC dao động chết.
-
Thạch anh / cuộn cảm cộng hưởng hỏng.
-
Linh kiện bán dẫn (MOSFET, transistor công suất) cháy.
-
-
Cuộn dây phát siêu âm bị đứt
-
Cuộn dây piezo/solenoid đứt hoặc chập vòng.
-
Điện trở cuộn dây bất thường → không sinh dao động cơ học.
-
-
Đầu cạo (tip) hoặc cụm cơ khí lỏng
-
Đầu cạo lắp sai → không truyền rung.
-
Ốc siết lỏng, rung thất thoát.
-
Cách đo đạc kiểm tra
Bước 1: Kiểm tra nguồn
-
Dùng đồng hồ đo DC tại đầu ra nguồn → thường 24V DC.
-
Nếu thấp hoặc dao động → kiểm tra tụ lọc, IC nguồn.
Bước 2: Kiểm tra mạch dao động
-
Dùng máy hiện sóng (FNIRSI 2C53T, Rigol, Siglent…) đo tại chân MOSFET:
-
Sóng chuẩn: dao động 25–35 kHz, biên độ vài chục Vpp.
-
Nếu không có sóng → IC dao động hỏng / thạch anh chết.
-
Bước 3: Đo cuộn dây phát rung
-
Dùng đồng hồ ohm đo → vài chục Ω (tùy loại).
-
Nếu đo ∞ (hở) → cuộn dây đứt → phải thay.
-
Nếu đo ~0 Ω → chập vòng → thay mới.
Bước 4: Kiểm tra cơ khí – đầu cạo
-
Vặn lại tip, vệ sinh đầu cạo.
-
Đảm bảo tiếp xúc tốt giữa cuộn phát và đầu tip.
Cách khắc phục – thay thế
-
Nguồn lỗi → thay tụ nguồn, diode chỉnh lưu, IC nguồn.
-
Mạch dao động lỗi → kiểm tra và thay IC dao động, MOSFET, thạch anh.
-
Cuộn dây rung hỏng → bắt buộc thay nguyên cụm coil/piezo.
-
Đầu cạo sai/không khít → thay tip đúng chuẩn ART M1.
Lời khuyên kỹ thuật
-
Khi kiểm tra, luôn dùng bóng đèn bảo vệ nối tiếp 60W–100W để tránh chập cháy.
-
Nếu không có máy hiện sóng → có thể dùng bút thử dao động siêu âm (áp sát vào cuộn dây, sẽ thấy rung nhẹ).
-
Nếu đã xác định cuộn dây đứt → thường không thể quấn lại, cần thay mới.
Cháy cầu chì liên tục –
Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
Hiểu về cầu chì trong máy
-
Cầu chì (Fuse) bảo vệ mạch điện khỏi quá dòng, ngắn mạch.
-
Nếu cầu chì cháy liên tục sau khi thay mới, nghĩa là trong máy có lỗi nghiêm trọng: quá tải, chập mạch, hoặc linh kiện hỏng.
Nguyên nhân thường gặp
Ngắn mạch nguồn vào
-
Diode chỉnh lưu (bridge diode) bị chập → dòng tăng cao.
-
Tụ lọc nguồn (tụ hóa lớn 400V) bị chập.
-
IC nguồn switching (PWM Controller) chết, kéo chập MOSFET.
MOSFET công suất hỏng
-
MOSFET trong mạch nguồn chuyển mạch bị chập D-S → gây quá dòng tức thì → nổ cầu chì.
Cuộn dây hoặc biến áp nguồn bị chập vòng
-
Biến áp xung bị chập vòng → dòng khởi động tăng đột biến.
Tải đầu ra chập
-
Mạch dao động hoặc cuộn phát rung bị chập → kéo nguồn sụt, cháy cầu chì.
Thay cầu chì sai chuẩn
-
Dùng cầu chì không đúng trị số (A) hoặc loại chậm / nhanh không phù hợp → dễ cháy khi khởi động.
Cách đo đạc kiểm tra
Bước 1: Kiểm tra diode cầu
-
Tháo cầu chì hỏng ra.
-
Dùng đồng hồ thang diode → đo 4 chân diode cầu.
-
Nếu có chân đo 0Ω → diode chết, cần thay.
Bước 2: Đo tụ lọc nguồn
-
Đo ohm của tụ lọc 400V → nếu kim lên 0Ω rồi không về → tụ bị chập.
Bước 3: Kiểm tra MOSFET nguồn
-
Dùng đồng hồ đo D-S (Drain – Source).
-
Nếu đo gần 0Ω → MOSFET đã chập.
Bước 4: Đo biến áp xung và tải
-
Tháo MOSFET ra, đo trở kháng sơ cấp biến áp.
-
Nếu trở kháng quá thấp (vài Ω) → biến áp hỏng.
-
Ngắt tải đầu ra, cắm thử nguồn → nếu không cháy cầu chì → lỗi do mạch dao động phía sau.
Bước 5: Kiểm tra tải đầu ra (cuộn rung / mạch dao động)
-
Đo cuộn phát rung → nếu ~0Ω hoặc <1Ω → chập → cần thay mới.
Cách thay thế – sửa chữa
-
Nếu diode cầu hỏng → thay diode cầu đúng dòng/áp (ví dụ 4A 600V).
-
Nếu tụ nguồn chập → thay tụ hóa 400V cùng trị số (220µF – 470µF tùy máy).
-
Nếu MOSFET chết → thay MOSFET công suất tương đương (VD: 7N60, 9N60, 10N65).
-
Nếu biến áp xung chập vòng → buộc phải thay biến áp, khó sửa.
-
Nếu tải đầu ra chập → tháo cuộn dây rung / mạch dao động, thay thế linh kiện hỏng.
-
Thay cầu chì đúng chuẩn: ví dụ 250V – 2A loại chậm (T2A/250V).
Mẹo an toàn khi thử máy
-
Sau khi sửa, không thay cầu chì ngay mà nối bóng đèn sợi đốt 100W nối tiếp → hạn dòng.
-
Nếu đèn sáng mạnh → máy vẫn chập.
-
Nếu đèn chỉ nhấp nháy rồi tắt dần → máy đã an toàn → thay cầu chì thật.
Máy cháy cầu chì liên tục không phải do cầu chì kém, mà do lỗi ngắn mạch hoặc quá tải trong bo mạch (nguồn, MOSFET, diode, tụ, hoặc cuộn dây). Cách sửa chuẩn nhất là:
-
Đo từng linh kiện từ nguồn AC vào → mạch nguồn switching → tải đầu ra.
-
Thay linh kiện hỏng bằng loại tương đương chất lượng tốt.
-
Luôn thử bằng bóng đèn bảo vệ nối tiếp trước khi thay cầu chì mới.
Có nguồn nhưng không có dao động – Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
Hiểu hiện tượng
-
Có nguồn: nghĩa là nguồn AC đã qua mạch chỉnh lưu – lọc – IC nguồn vẫn có điện áp ra (thường 5V, 12V, 15V tuỳ máy).
-
Không có dao động: mạch tạo dao động (oscillator) không hoạt động → MOSFET không đóng mở → cuộn rung / đầu phát không hoạt động → máy “im lìm”, không rung, không ra công suất.
Nguyên nhân thường gặp
(a) Lỗi mạch tạo dao động / IC PWM
-
IC dao động (thường là PWM controller hoặc IC dao động chuyên dụng) chết → không phát xung ra chân GATE.
-
Điện trở khởi động (startup resistor) hỏng, không cấp áp khởi động cho IC.
-
Tụ dao động (Timing capacitor) hoặc điện trở set tần số hỏng → IC không thể dao động.
(b) Lỗi transistor / MOSFET công suất
-
MOSFET chưa chập nhưng bị rò, hở chân GATE → không nhận xung.
-
Driver (mạch kích GATE) chết → không mở MOSFET.
(c) Lỗi nguồn cấp IC dao động
-
IC cần nguồn VCC (thường 10–18V). Nếu nguồn này mất → IC không hoạt động.
-
Thường do tụ lọc VCC hỏng, điện trở cấp nguồn đứt.
(d) Lỗi bảo vệ (Protection)
-
Mạch cảm biến dòng hoặc điện áp báo lỗi → IC ngừng dao động (chế độ bảo vệ).
-
Ví dụ: điện trở shunt đo dòng bị hỏng, mạch feedback lỗi → IC không khởi động.
(e) Lỗi phần hồi tiếp (Feedback – opto + TL431)
-
Nếu mạch hồi tiếp hỏng → IC có thể “ngừng dao động” để bảo vệ.
Cách đo đạc chi tiết
Bước 1: Đo nguồn VCC của IC dao động
-
Xác định IC PWM (ví dụ: UC3842, TL494, KA7500, SG3525, hoặc IC tích hợp khác).
-
Đo điện áp chân VCC:
-
Nếu = 0V → mạch cấp nguồn cho IC lỗi → kiểm tra điện trở mồi, tụ VCC.
-
Nếu có 12–15V nhưng không dao động → IC chết.
-
Bước 2: Đo xung GATE MOSFET
-
Dùng máy hiện sóng (FNIRSI 2C53T hoặc tương tự).
-
Đặt probe vào chân GATE MOSFET.
-
Nếu không thấy xung vuông (chỉ có DC) → IC không phát dao động.
-
Nếu có xung nhưng MOSFET không mở → MOSFET hỏng.
-
Bước 3: Kiểm tra mạch hồi tiếp (Feedback)
-
Đo điện áp TL431 (thường ~2,5V ở chân REF).
-
Nếu sai → kiểm tra opto, điện trở chia áp.
Bước 4: Đo linh kiện ngoại vi IC
-
Điện trở khởi động (thường vài trăm kΩ → vài MΩ) → nếu đứt → IC không khởi động.
-
Tụ dao động (thường vài nF – 100nF) → nếu chập / hở → IC đứng.
Cách thay thế & sửa chữa
-
IC dao động chết → thay đúng mã (UC3842 ↔ UC3843, SG3525 ↔ TL494 nếu tương thích).
-
Điện trở khởi động đứt → thay đúng giá trị (1MΩ, 470kΩ…).
-
Tụ dao động hỏng → thay tụ film / ceramic đúng trị số.
-
MOSFET hỏng → thay loại công suất tương đương (VD: 7N60, 10N65…).
-
Mạch hồi tiếp lỗi → thay opto PC817, TL431, điện trở chia áp.
-
Nguồn VCC không ổn định → thay tụ lọc 47µF – 100µF / 50V.
Mẹo kiểm tra nhanh bằng hiện sóng
-
Đặt probe vào chân GATE MOSFET:
-
Nếu có sóng vuông → mạch dao động OK → lỗi ở MOSFET hoặc tải.
-
Nếu không có → lỗi ở IC dao động hoặc mạch cấp nguồn cho IC.
-
Lỗi “có nguồn nhưng không dao động” thường nằm ở IC PWM, mạch khởi động, MOSFET hoặc hồi tiếp. Cách sửa chuẩn:
-
Đo VCC → kiểm tra có đủ điện áp chưa.
-
Đo GATE → xác định IC có phát xung hay không.
-
Thay IC / điện trở / tụ lỗi.
-
Luôn thử lại với bóng đèn bảo vệ nối tiếp để tránh cháy linh kiện mới thay.
Rung yếu, không đủ lực – Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
Dấu hiệu nhận biết
-
Tay cầm vẫn rung nhưng lực yếu, khó đánh sạch cao vôi.
-
Bật TURBO gần như không khác mấy.
-
Dòng tiêu thụ thấp bất thường hoặc dao động không ổn định.
-
Điện trở sứ nóng ít hơn bình thường (dòng qua nhỏ).
Nguyên nhân thường gặp
-
VR1 (POWER-VR) đặt quá thấp
→ Biên độ xung cấp cho sò công suất bị kìm. -
Nguồn DC yếu hoặc gợn sóng lớn
→ Sau cầu diode chỉ ~30–31 V, hoặc ripple > 1 Vpp khi kéo tải (tụ khô/ESR cao). -
Lệch cộng hưởng do VR2 (Freq Adj) sai vị trí, tụ/LC lão hóa, tay cầm không đúng chuẩn → năng lượng không “rơi” đúng tần số cộng hưởng của transducer nên lực giảm mạnh.
-
Hồi tiếp dòng yếu
-
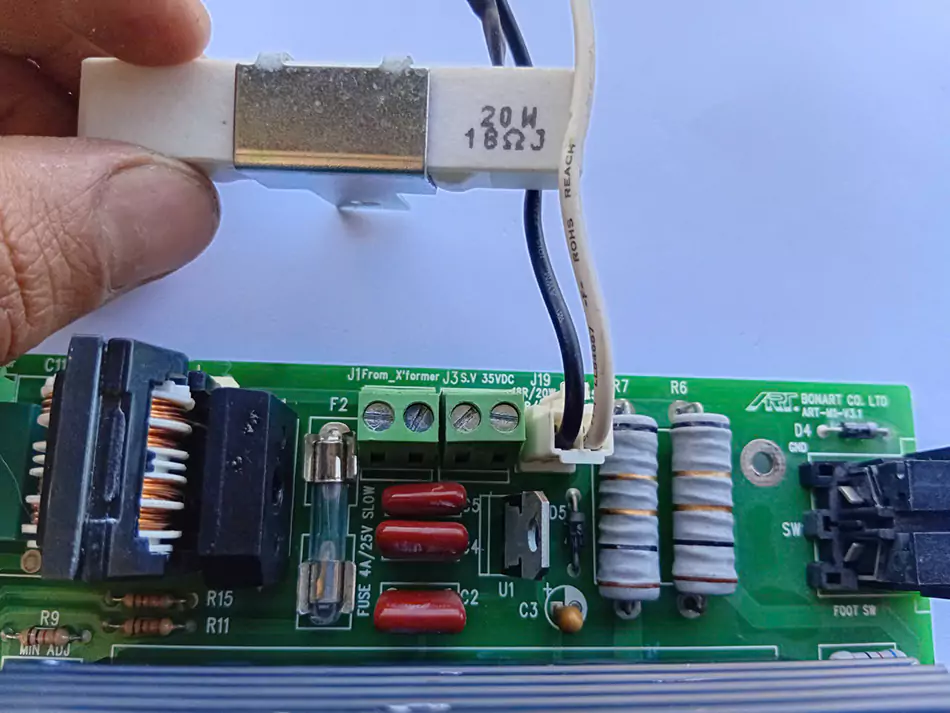
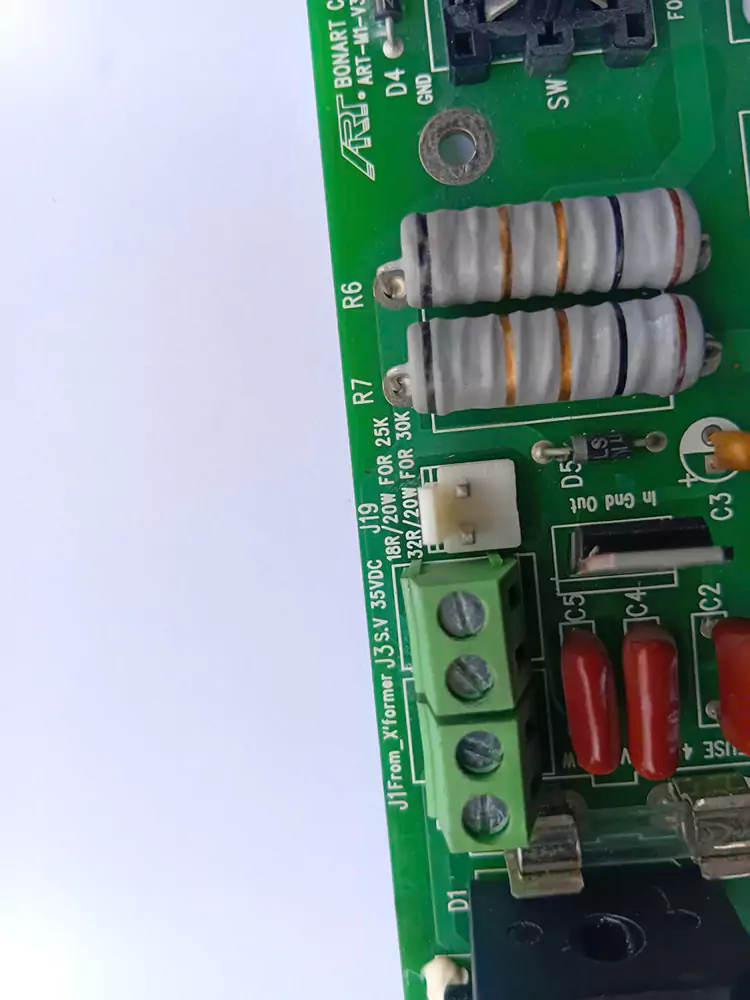
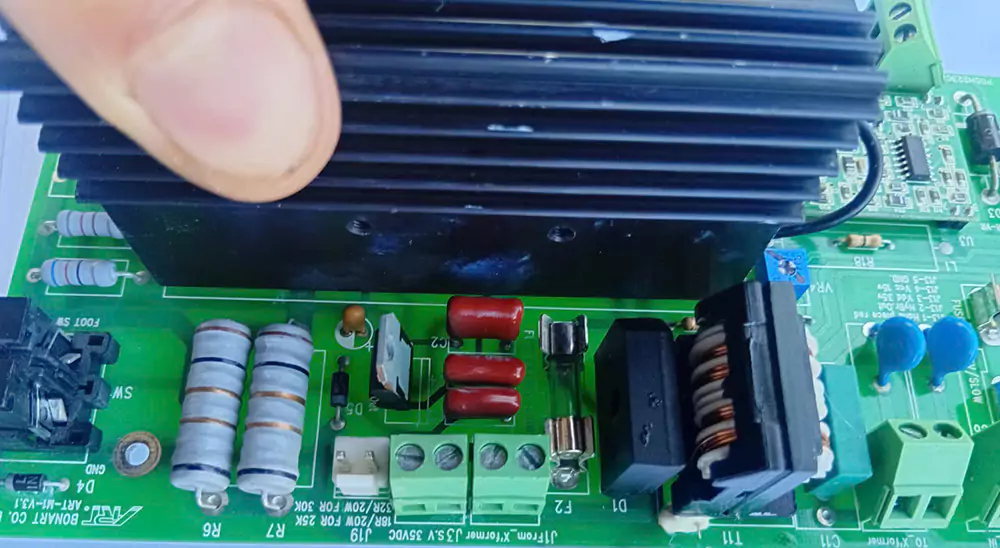
Điện trở sứ 18 Ω/20 W tăng trị số, chân hàn nứt/oxy hóa.
-
Đường feedback về IC điều khiển tiếp xúc kém.
-
-
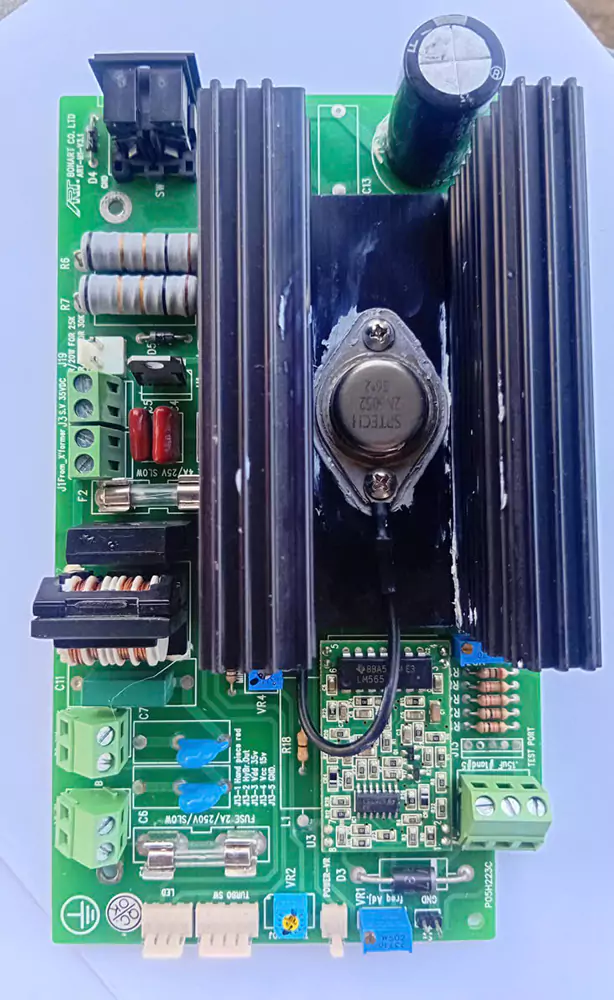
Sò công suất 2N6052 suy, hFE thấp, đáp ứng kém ở tần số cao → cùng mức kích mà dòng cấp cho tay cầm không lên.
-
Mạch dao động/PLL khoá pha chưa chuẩn (LM565/LM567 khu vực U3) → xung ra còn nhưng méo/độ rộng nhỏ.
-
Sụt áp khi kéo solenoid (cuộn van nước ăn dòng, kéo tụt 35 VDC) → rung yếu khi bơm nước.
-
Cáp tay cầm, jack, công tắc chân bẩn/lỏng; cuộn rung lão hóa (điện trở tăng, tổn hao).
Cách kiểm tra nhanh theo thứ tự (không cần tháo nhiều)
-
Nguồn
-
Đo Red–Green ở jack tay cầm: 33–36 VDC khi idle, ≥32 VDC khi đang rung.
-
Quan sát ripple bằng oscilloscope tại tụ lớn: < 1 Vpp (nếu >1–2 Vpp → thay tụ/kiểm tra cầu diode).
-
-
Biên độ & cộng hưởng
-
Từ từ tăng VR1 tới khi lực cải thiện (đừng vặn hết ngay).
-
Dò VR2 qua lại chậm để tìm điểm lực mạnh nhất đồng thời dòng qua điện trở sứ đạt lớn nhất nhưng ổn định (điểm cộng hưởng).
-
Nếu xoay VR2 cả dải mà lực không thay đổi → nghi tụ/LC hoặc feedback.
-
-
Hồi tiếp dòng
-
Đo sụt áp hai đầu điện trở sứ 18 Ω khi đang rung: thường 2–5 V.
-
<2 V → dòng thấp (nguồn yếu, VR1 thấp, sò yếu, lệch cộng hưởng).
-
=0 V → mạch không chạy/đường hồi tiếp hở.
-
-
Đo giá trị R6/R7 khi tắt máy: phải sát 18 Ω; lệch cao → thay.
-
-
Sò công suất 2N6052
-
Sờ nhiệt: nóng nhanh bất thường nhưng lực vẫn yếu → sò suy.
-
Dùng scope đo tại dây từ mạch điều khiển về base: phải thấy xung đều. Có xung nhưng lực vẫn yếu → nghi gain sò kém → thay sò chuẩn (tránh hàng kém).
-
-
Mạch dao động/IC
-
Đo Vcc của IC (LM565/LM567): 12–15 VDC.
-
Có Vcc nhưng xung ra biên độ nhỏ/không khoá → kiểm tụ/tải feedback, thử IC khác nếu linh kiện quanh tốt.
-
-
Tay cầm & cáp
-
Điện trở DC của cuộn 2–5 Ω.
-
Vệ sinh jack, thử tay cầm khác để loại trừ phần cơ.
-
-
Solenoid/đường nước
-
Test rung khi chưa kích nước: nếu mạnh → khi mở nước bị tụt áp → kiểm solenoid, dây nguồn.
-
Quy trình cân chỉnh “bắt lực” sau khi khắc phục
-
Đặt VR1 ở mức giữa, VR2 giữa dải.
-
Bật máy, nhấn pedal, theo dõi sụt áp điện trở sứ và biên độ xung chân White–Green.
-
Quét VR2 chậm để tìm vị trí lực mạnh nhất (thường trùng điểm dòng lớn nhất nhưng máy vẫn êm, không hú).
-
Tăng VR1 dần tới khi:
-
Lực đạt yêu cầu;
-
Sò và điện trở sứ ấm nhưng không bỏng sau 3–5 phút;
-
Cầu chì, tụ, cuộn L1 không quá nóng.
-
-
Bật TURBO → chỉnh VR4 (Turbo Adj) sao cho tăng lực rõ rệt nhưng không quá nhiệt.
Bảng tham chiếu “rung yếu” – số đo & hướng xử lý
| Vị trí đo | Số đo thực tế | Kết luận | Xử lý nhanh |
|---|---|---|---|
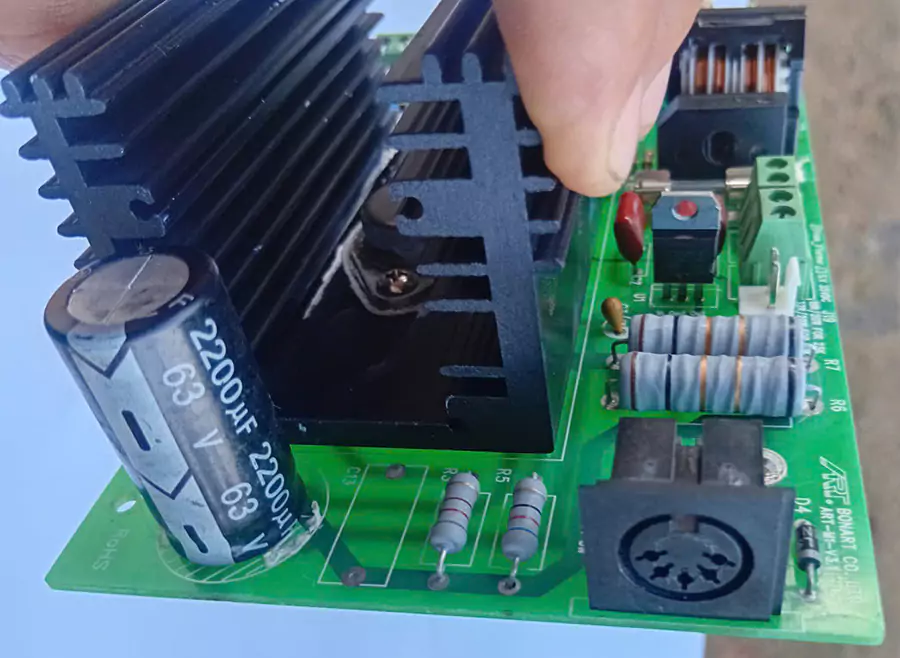
| Red–Green (nguồn) | < 32 VDC khi rung | Nguồn yếu / tụ khô | Kiểm tụ 2200 µF, cầu diode, dây – thay |
| Ripple tại tụ lớn | > 1 Vpp | Nhiễu nguồn lớn | Thay tụ, kiểm lại mass |
| White–Green (xung) | Biên độ thấp, méo | Lệch cộng hưởng / IC | Chỉnh VR2, kiểm tụ/LC, thử IC |
| R6/R7 (18 Ω) | Lệch >10% / nóng không đều | Tăng trị số, hở chân | Thay cặp mới, hàn lại |
| ΔV trên 18 Ω | < 2 V | Dòng nhỏ | Tăng VR1, cân VR2, kiểm sò/nguồn |
| Base 2N6052 | Có xung, lực vẫn yếu | Sò suy | Thay 2N6052 chất lượng |
| Tay cầm (Ω) | > 6–8 Ω / tiếp xúc xấu | Cuộn lão hóa / jack bẩn | Vệ sinh, thay tay cầm |
Mẹo thợ (đã làm nhiều con ART-M1)
-
Đừng vặn VR1 hết cỡ: lực tăng nhưng sò/điện trở sứ quá nhiệt, dễ “đuối” sau vài ca.
-
Chỉnh VR2 trong khi quan sát đồng thời lực & dòng: đúng cộng hưởng là lực “vọt” lên, âm thanh êm, dòng không giật cục.
-
Nếu TURBO bật mà không khác, kiểm VR4 và công tắc TURBO SW (oxy hóa rất hay gặp).
-
Sò 2N6052 “giả/yếu” cho đúng triệu chứng của anh: vẫn chạy nhưng lực không lên. Ưu tiên linh kiện hãng (ST, ON…).
-
Khi thay tụ nguồn, ưu tiên tụ ESR thấp, nhiệt độ 105 °C.
-
Điện trở sứ làm việc nặng: dùng đúng 20 W, bắt chặt, bôi keo tản nhiệt nếu áp vào nhôm.
Checklist xử nhanh khi khách chờ (15–20 phút)
-
Đo nguồn DC và ripple.
-
Vệ sinh jack tay cầm + kiểm dây.
-
Tăng VR1 chút, quét VR2 tìm cộng hưởng.
-
Đo ΔV 18 Ω; nếu thấp → xem lại nguồn/sò.
-
Test với tay cầm khác (nếu có).
-
Nếu vẫn yếu, thay tạm sò 2N6052 để khoanh vùng → mạnh lên là xong ca.
Kết luận ca “rung yếu”
Triệu chứng “yếu, không đủ lực” của ART-M1 đa phần đến từ VR1 đặt thấp, nguồn không khoẻ, lệch cộng hưởng (VR2), hoặc sò 2N6052 suy — đúng như anh đã nhận định. Quy trình tối ưu là: khẳng định nguồn → chỉnh VR1/VR2 → xác nhận hồi tiếp 18 Ω → loại trừ sò → soi IC/LC → kiểm tay cầm. Làm đúng thứ tự này sẽ cứu ca rất nhanh, ít nhầm lẫn và máy chạy bền.
Máy chỉ hoạt động lúc có lúc không
-
Nguyên nhân: VR4 lệch, pedal kém nhạy.
-
Cách xử lý: chỉnh VR4, vệ sinh pedal.
👉 Đây là bảng tóm gọn nhưng thực tế, nhiều máy dính lỗi chồng chéo: vừa nguồn yếu vừa VR chỉnh sai. Thợ cần kiên nhẫn dò từng bước.
Hướng Dẫn Chỉnh 4 Biến Trở VR1–VR4 Chi Tiết
VR1 – Amplitude
-
Tác dụng: điều chỉnh biên độ rung.
-
Nếu rung yếu → tăng VR1.
-
Nếu quá mạnh → giảm VR1 (tránh nóng tay cầm).
VR2 – Frequency
-
Tác dụng: điều chỉnh cộng hưởng dao động.
-
Chuẩn: 25–30kHz.
-
Nếu chỉnh sai → dù tăng VR1 vẫn rung yếu.
VR3 – Feedback
-
Giữ cho dao động ổn định.
-
Nếu VR3 sai → xung lúc có lúc mất.
VR4 – Threshold
-
Liên quan đến pedal.
-
Nếu pedal không nhạy → chỉnh VR4.
👉 Cách chỉnh chuẩn:
-
Bật máy không tải.
-
Quan sát oscilloscope FNIRSI 2C53T.
-
Chỉnh VR2 trước (tần số), rồi VR1 (biên độ).
-
Sau đó cân VR3 (ổn định).
-
Cuối cùng VR4 (pedal).
Kinh Nghiệm Thợ Điện Tử Khi Sửa ART M1
-
Không đo mò – luôn dùng đồng hồ & oscilloscope.
-
Nhớ đúng dây G–W–R – sai là hỏng ngay.
-
Nguồn là ưu tiên số 1 – mất nguồn thì các bước sau vô nghĩa.
-
Luôn kiểm tra cầu chì – đôi khi chỉ đơn giản là cầu chì đứt.
-
Khi thay IC LM565 hoặc sò công suất – phải bôi keo tản nhiệt.
-
Có checklist riêng – giúp thao tác nhanh, không quên bước.
FAQ – Câu Hỏi Thường Gặp Khi Sửa ART M1 – Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART
Máy ART M1 bật lên không có đèn, không có tiếng kêu?
👉 Khả năng cao mất nguồn, cầu chì cháy. Kiểm tra ngay khối nguồn.
Tay cầm mới thay nhưng vẫn không rung?
👉 Lỗi nằm ở bo mạch, thường là dao động W không ra xung.
Có thể thay LM565 bằng IC khác không?
👉 Không. LM565 là loại dao động đặc thù, nên thay đúng mã.
VR chỉnh lung tung có sao không?
👉 Có. Chỉnh sai → lệch cộng hưởng → tay cầm nóng, dễ cháy.
Bài viết trên đã tổng hợp toàn bộ Hướng Dẫn Sửa Chữa Máy Cạo Vôi ART M1 theo kinh nghiệm thực tế của thợ điện tử.
-
Hiểu nguyên lý (nguồn – dao động – công suất – cộng hưởng).
-
Biết sơ đồ dây G–W–R.
-
Có quy trình kiểm tra logic.
-
Biết cách chỉnh VR1–VR4 chuẩn xác.
-
Nhận diện và xử lý các lỗi thường gặp.
👉 Với tài liệu này, anh em thợ hoàn toàn có thể tự tin nhận sửa ART M1 mà không cần “mò” linh tinh.
Ghi chú
- Trên PCB có in “6052‑C” gần khu vực VR4 và khối tản nhiệt → xác nhận dùng dòng 2N6052.
- Nếu bạn cần sơ đồ chân‑tới‑chân chi tiết (netlist), cho mình phần muốn ưu tiên để mình bổ sung.